东莞市益民环保设备有限公司


产品库
产品库
湖南实验室反渗透设备 东莞市益民环保设备供应
- 价格面议
- 订货量1-100件
- 产品型号
- 原产地广东省
- 品牌
- 产品数量1000
- 行业环保>原水处理设备>反渗透设备
- 产品系列湖南实验室反渗透设备,反渗透设备

东莞市益民环保设备有限公司
联系人:胡经理
手机:137-28282027
电话:13728282027
邮箱:1577968042@qq.com
地址:广东东莞市东莞市广东省东莞市横沥镇横沥南环路111号

产品描述
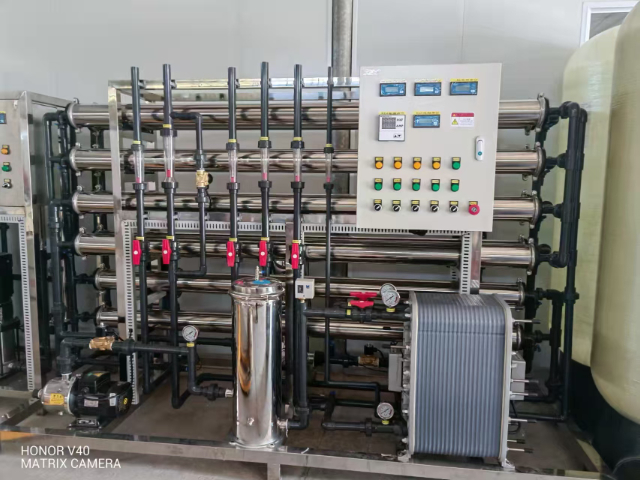
无尘车间反渗透设备的维护管理需要遵循特殊的洁净室protocol。日常运维中,膜组件的化学清洗必须使用无尘包装的电子级药剂,清洗后需用超纯水冲洗至电导率<0.1μS/cm。建议每季度进行完整性测试,采用压力衰减法检测膜元件密封性,衰减率超过10%即需更换O型圈。预处理系统的活性炭滤芯必须每2000运行小时更换,且更换操作需在洁净室缓冲间完成。针对常见故障,智能诊断系统可自动识别故障模式:产水量下降15%提示膜污染,电导率波动超过5%表明密封失效,压力差ΔP异常升高则需检查保安过滤器。特别值得注意的是,在Class 100以上的无尘环境中,所有维护工具都必须经过IPA擦拭消毒,维修人员需穿着全套防静电洁净服。通过这种严格的维护制度,可将膜寿命延长至5-7年,系统可用率保持在99.5%以上。设备管道采用快装卡箍连接,便于拆卸维护和消毒处理。湖南实验室反渗透设备
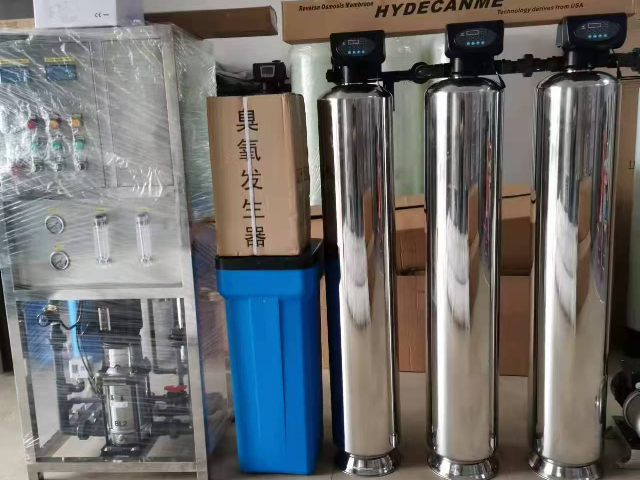
反渗透设备的高效运行依赖于科学维护,其中膜污染和结垢是主要挑战。微生物滋生、胶体沉积或钙镁离子结垢会导致膜通量下降20%-50%,因此需定期进行化学清洗(如柠檬酸去除无机垢,NaOH消除有机污染)。建议每月检测一次产水量和脱盐率,若电导率上升超过初始值15%,需立即排查O型圈密封性或膜完整性。预处理环节也至关重要,5μm精密滤芯应每3个月更换,活性炭滤芯则需每6个月更新以避免氯腐蚀膜材料。对于高硬度水源,可加装软水器或阻垢剂投加装置。现代智能RO设备配备自诊断功能,通过TDS传感器和压力差反馈自动触发冲洗程序,减少人工干预。长期停用时,需用1%亚硫酸氢钠溶液保护膜组件,防止微生物滋生。这些措施可将膜寿命延长至3-5年,降低30%以上的运营成本。江西锂电池厂反渗透设备哪里买定期化学清洗能防止膜表面结垢堵塞,延长反渗透膜使用寿命3-5年。
高效运营酒店反渗透设备需要建立专业的管理体系。日常维护包括:每日记录进出水TDS值和压力差,每周进行低压冲洗,每季度更换前置滤芯(PP棉、活性炭),每年专业清洗RO膜元件。水质检测必须符合《饮用净水水质标准》(CJ94-2005),重点监控菌落总数(<100CFU/mL)和总溶解固体(TDS<50ppm)。成本控制方面,设备能耗约1-1.5kWh/吨水,通过加装能量回收装置可降低30%电耗;合理设置废水比(通常1:1至1:2)可提升水资源利用率;选择通用型膜元件可降低后期更换成本(约2000-4000元/支)。数据显示,规范的维护可使RO膜寿命延长至3-5年,系统故障率降低60%以上。部分国际酒店集团已建立监控平台,实现旗下所有酒店RO设备的统一管理和耗材集中采购,年维护成本可节约25%-35%。
实验室反渗透设备广泛应用于生命科学、制药、环境监测等领域,其优势在于提供稳定可靠的高纯度水源。例如,在细胞培养实验中,RO产水可确保无内重金属干扰;在高效液相色谱(HPLC)分析中,低TOC(总有机碳)水质能避免基线漂移和假阳性结果。相比传统蒸馏法,RO技术能耗降低60%以上,且无需加热,避免了挥发性杂质共馏的风险。此外,模块化设计使系统可根据需求灵活扩展,例如通过二级RO或EDI(电去离子)联用进一步提升水质至Ⅰ级超纯水标准(GB/T 33087-2016)。值得注意的是,RO设备还能适应多种水源,包括自来水、地下水甚至废水回用,通过智能控制系统实时监测pH、电导率和压力参数,提升水资源利用率,在干旱地区或环保实验室中具有突出价值。双级反渗透工艺将一级产水再次净化,电导率可降至1μS/cm以下。

工业反渗透设备的稳定运行需要科学的维护管理体系。日常运维中,膜元件的化学清洗周期通常为3-6个月,需根据SDI污染指数选择合适的清洗剂组合。预处理系统的多介质过滤器需每季度进行反冲洗,活性炭滤料每年更换30%。为提升管理效率,现代设备普遍配备智能监控系统,可实时追踪15个以上关键参数,包括进水电导率、产水流量、各段压力差等。当检测到膜通量下降10%或压差升高15%时,系统会自动触发预警并推荐处理方案。还引入了预测性维护技术,通过分析历史运行数据,提前7天预测膜元件寿命。在大型工厂应用中,远程监控平台可实现多台RO设备的集中管理,运维人员通过手机APP即可查看设备状态。设备配备智能控制系统,实时监测TDS值、流量和压力等关键参数。江西锂电池厂反渗透设备哪里买
变频控制技术使高压泵根据水量自动调节,节电15%以上。湖南实验室反渗透设备
在锂电池制造全流程中,反渗透设备提供的超纯水发挥着不可替代的作用。在电极浆料制备阶段,RO产水用于活性物质的分散和粘结剂溶解,水质不达标会导致浆料粘度异常;隔膜清洗工序要求水中金属离子含量极低,否则会引发电池微短路;电解液配制更需要TOC<10ppb的超纯水,避免有机物影响电解液稳定性。相比传统纯水制备工艺,现代RO系统可使锂电池生产用水成本降低40%,废水回用率提升至85%以上。某动力电池工厂的数据显示,采用双级RO+EDI系统后,电池自放电率下降30%,能量密度提高5%。特别值得注意的是,在固态电池研发中,RO设备还需满足特殊要求:产水需经过0.05μm超滤进一步去除纳米级颗粒,且系统要具备快速启停功能以适应研发线的不连续用水特点。随着锂电池能量密度要求的不断提高,RO产水质量已成为影响电池性能的关键参数之一。湖南实验室反渗透设备