东莞市益民环保设备有限公司


产品库
产品库

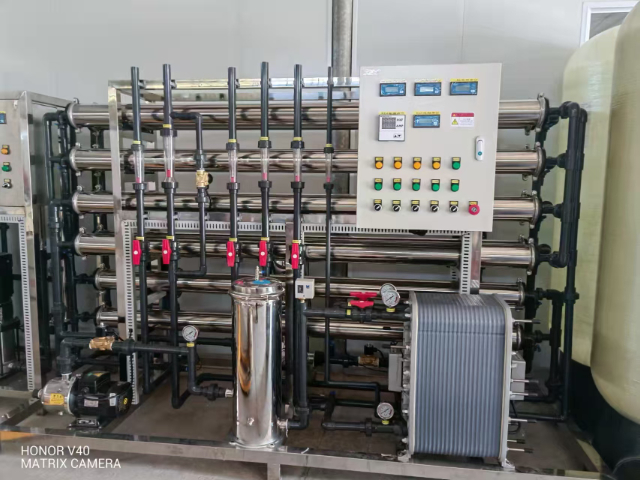
江苏双级反渗透设备 东莞市益民环保设备供应
- 价格面议
- 订货量1-100件
- 产品型号
- 原产地广东省
- 品牌
- 产品数量1000
- 行业环保>原水处理设备>反渗透设备
- 产品系列江苏双级反渗透设备,反渗透设备

东莞市益民环保设备有限公司
联系人:胡经理
手机:137-28282027
电话:13728282027
邮箱:1577968042@qq.com
地址:广东东莞市东莞市广东省东莞市横沥镇横沥南环路111号

产品描述
工厂反渗透设备在多个工业领域发挥着关键作用。在电子制造业,RO系统为芯片清洗和晶圆制造提供超纯水,确保产品良率;制药行业依靠其生产符合药典标准的注射用水;食品饮料行业则用于原料水净化和工艺用水制备。相比传统蒸馏工艺,现代RO设备可降低60%以上的能耗,水回收率可达75%-90%。以日处理量1000吨的化工厂为例,采用RO系统后每年可节约水费约150万元,减少废水排放30万吨。设备的经济性还体现在模块化设计上,用户可根据产能需求灵活扩展,避免初期过度投资。在印染、电镀等废水回用场景,RO技术使中水回用率提升至80%以上,帮助企业实现环保合规。值得注意的是,针对高盐废水处理的特种RO设备,通过创新性的浓水再循环设计,可将总溶解固体(TDS)的去除率提高到99.5%,为煤化工、海水淡化等特殊行业提供了经济可行的解决方案。系统配备应急柴油发电机,确保停电时持续供水。江苏双级反渗透设备
反渗透设备正朝着比较低 能耗、超高纯度的方向发展。新一代设备采用能量回收装置,可将浓水压力能量的90%再利用,系统电耗降至2.5kWh/m³以下;石墨烯膜技术的应用使脱盐率提升至99.9%,且抗污染能力明显 增强。在智能化方面,数字孪生技术可实现RO系统全生命周期管理,AI算法能根据生产计划优化运行参数。针对不同锂电池工艺,选型需重点考虑:正极材料生产宜选用TOC<30ppb的高级 机型;隔膜制造需要配置0.1μm终端过滤器;电解液车间建议采用双级RO+抛光混床的复合工艺。对于产能10GWh以上的大型电池厂,推荐模块化设计,单套处理量不低于50m³/h,并配置20%备用容量。未来三年,随着半固态电池量产,预计RO设备将新增纳米气泡去除功能,且产水二氧化硅含量需控制在0.5ppb以下。选型时务必验证供应商的行业业绩,并要求提供完整的IQ/OQ/PQ验证服务。河南实验室反渗透设备厂家该设备采用高压泵推动水流经过RO膜,分离纯水和浓缩废水,节能环保。

学校反渗透设备的重要性及其应用 随着水资源污染问题日益严重,学校作为人员密集的公共场所,保障师生饮用水安全至关重要。反渗透(RO)设备凭借其高效过滤能力,能够去除水中99%以上的重金属、细菌、病毒及有机污染物,确保水质达到直饮标准。相较于传统的煮沸或简单过滤,反渗透技术能更彻底地解决水质硬度过高、化学残留等问题,尤其适合长期饮用。许多学校在食堂、教学楼和宿舍等区域安装反渗透设备后,师生反馈水质明显改善,肠胃不适等健康问题明显减少。此外,该设备的稳定性和自动化运行特点也降低了人工维护成本,成为校园健康饮水的重要保障。
实验室反渗透设备的重要性及其应用,实验室对水质的要求极为严格,普通自来水或蒸馏水可能含有微量离子、有机物或微生物,这些杂质会影响实验结果的准确性,甚至导致实验失败。反渗透(RO)设备能够有效去除水中99%以上的溶解盐、胶体、细菌和有机物,产水电阻率可达5-15MΩ·cm,满足超纯水制备的前级需求。在分子生物学、细胞培养、色谱分析等领域,反渗透水是配制缓冲液、培养基和试剂的基础。此外,RO设备还可与EDI(电去离子)或超纯水系统联用,进一步提升水质。许多实验室在引入反渗透设备后,实验重复性和数据可靠性显著提高,减少了因水质问题导致的误差,成为科研和检测工作的关键保障。预处理多介质过滤器应每7天反洗1次,保持滤料清洁。
锂电池厂反渗透设备的维护管理直接影响电池产品一致性。日常运行中,必须严格执行"三级水质监测"制度:原水每日检测16项指标,RO产水每小时监测电阻率和TOC,使用点每周取样全分析。膜系统维护采用"预测性清洗"策略,当标准化产水量下降10%或压差上升15%时立即启动化学清洗程序,清洗剂需选用电子级柠檬酸和氢氧化钠。预处理系统活性炭滤料每6个月更换,5μm精密滤芯每月更换,所有维护操作都需在洁净环境下进行。为保障水质稳定,系统还配置了多重保护措施:原水异常自动切换备用源;产水不合格自动排放;设置应急超纯水储罐应对突发需求。某锂电池巨头的经验表明,通过智能化运维系统,可将RO设备故障率降低80%,膜元件使用寿命延长至5年。特别在湿度敏感的电极干燥车间,RO系统还需配备空气除湿装置,防止管路结露污染水质。进水ORP值需控制在<200mV,避免氧化剂损伤膜材料。福建超纯水反渗透设备工厂
膜元件更换周期通常为3年,具体取决于进水水质和保养情况。江苏双级反渗透设备
工厂反渗透设备是工业水处理系统的主要 装置,其工作原理基于选择性分离膜技术。系统通过高压泵对原水施加20-80bar的工作压力,迫使水分子逆自然渗透方向穿过0.1-1纳米孔径的复合膜,有效截留溶解盐、重金属、有机物等杂质。现代工业RO系统通常采用多级处理工艺:预处理单元包含砂滤、碳滤和精密过滤器,用于去除悬浮物和余氯;主要 RO膜组采用螺旋卷式结构,单支膜元件表面积可达37平方米;后处理环节则根据需求配置pH调节或紫外线杀菌装置。为适应不同工业场景,设备会集成特殊的抗污染设计,如湍流促进器可减少膜表面沉积,变频控制系统能根据水质自动调节操作压力。在电子、制药等对水质要求严格的行业,系统会采用双级RO+EDI的复合工艺,使产水电阻率达到15-18MΩ·cm,完全满足GMP和电子级超纯水标准。江苏双级反渗透设备